La optimización de procesos es una de las actividades clave en la I+D de la industria farmacéutica. El objetivo de la optimización de procesos es reducir el coste de producción, ahorrar tiempo y material, y aumentar la calidad del producto. La optimización de procesos se logra sometiendo numerosas ejecuciones del proceso a prueba y error, ya que el rendimiento del proceso solo se evalúa habitualmente fuera de línea en el producto final. La optimización puede avanzar aún más con el uso de mediciones en línea del comportamiento del proceso. En un proceso de recubrimiento de pellets, la tasa de pulverización es un parámetro importante del proceso que influye directamente en los indicadores de rendimiento de este, como la calidad final del producto, la eficiencia del proceso y el tiempo de producción. Durante el desarrollo del proceso de recubrimiento de pellets, se deben efectuar varias pruebas de recubrimiento con diferentes tasas de pulverización. La aglomeración total de los pellets se determina una vez finalizado el proceso mediante un análisis de tamiz. Al emplear un sistema de inspección visual en línea, se puede observar la aglomeración de pellets dependiendo de la tasa de pulverización y la temperatura del producto durante el proceso de recubrimiento.
En este estudio de caso, variamos la tasa de pulverización a lo largo de un único proceso de recubrimiento de pellets. Al utilizar mediciones de aglomeración en línea, pudimos determinar la tasa de pulverización óptima (el proceso más rápido con la menor cantidad de aglomeración) dentro de una sola ejecución del proceso.
El estudio fue realizado por investigadores de Sensum y Shin-Etsu Pharma.
Proceso de recubrimiento de pellets
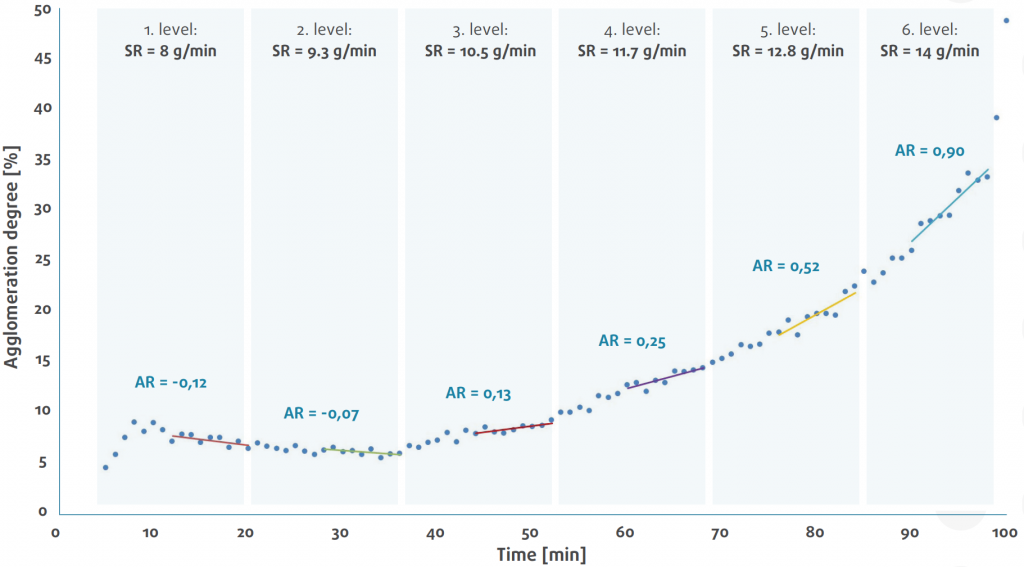
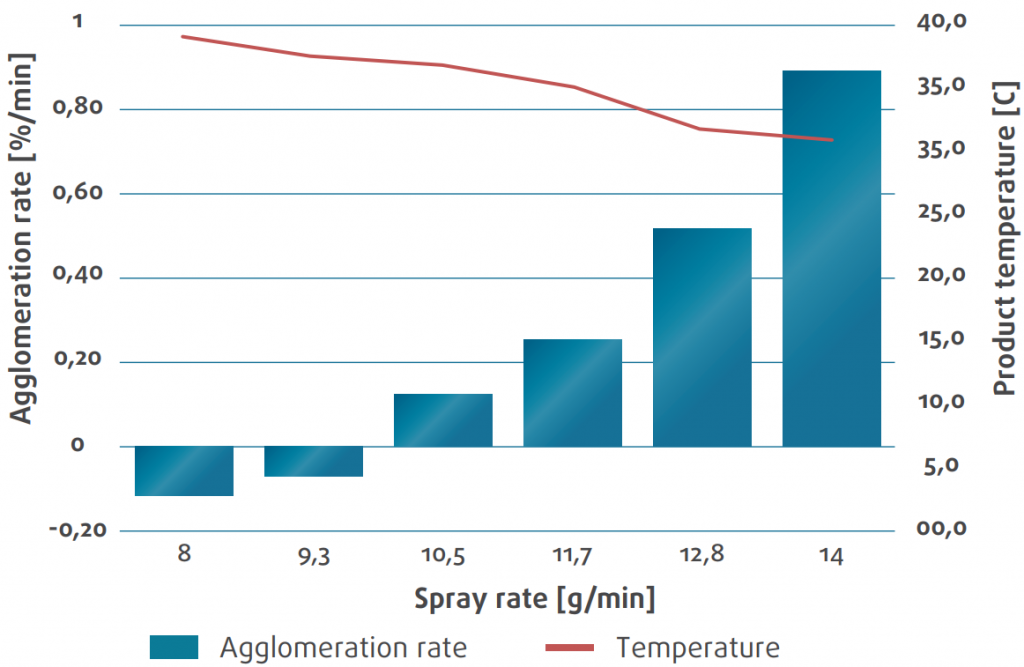
Recubrimos 800 g de núcleos de pellets de azúcar (595 µm – 707 µm) en una recubridora de lecho fluidizado Wurster a escala de laboratorio (Minilab XP, Diosna) en el laboratorio de aplicaciones de Shin-Etsu en Wiesbaden. Se preparó una dispersión de recubrimiento acuosa con 7 % de metilcelulosa (Metolose® SM-4, Shin-Etsu) y 0,1 % de colorante azul. La viscosidad de la dispersión del recubrimiento fue de 67 mPas. Se inició un proceso de recubrimiento con una tasa de pulverización de 8 g/min. Durante el proceso, aumentamos la tasa de pulverización (SR) desde los 8 g/min iniciales hasta los 14 g/min finales en incrementos de 1 g/min. De esta forma, probamos la tasa de pulverización en 6 niveles. La temperatura del aire de entrada fue constante durante todo el proceso de recubrimiento para lograr una disminución de la temperatura del producto de 39 °C a 31 °C como consecuencia del aumento de la tasa de pulverización. Los pellets se tamizaron después del proceso de recubrimiento para estimar el porcentaje final de aglomerados utilizando un tamiz de 1000 µm.
Monitorización de procesos
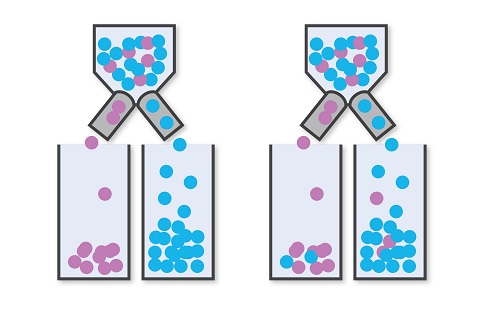
Monitorizamos el proceso con un sistema de inspección visual en línea (PATVIS APA, Sensum) (Figura 1). El sistema adquirió imágenes de pellets a través de la pared de vidrio de la recubridora de lecho fluidizado y las analizó en tiempo real. Los pellets fueron monitorizados en caída libre, lo que permitió al sistema detectar y medir la presencia de pellets aglomerados en el proceso (Imagen 2). La tasa de adquisición de imágenes se realizó a alta velocidad (100 fotogramas por segundo) y se obtuvo una media de 100 000 mediciones de partículas en tiempo real por minuto. El porcentaje de pellets aglomerados se expresó como una relación volumétrica entre todos los pellets aglomerados detectados y todos los pellets analizados en intervalos de tiempo de un minuto.
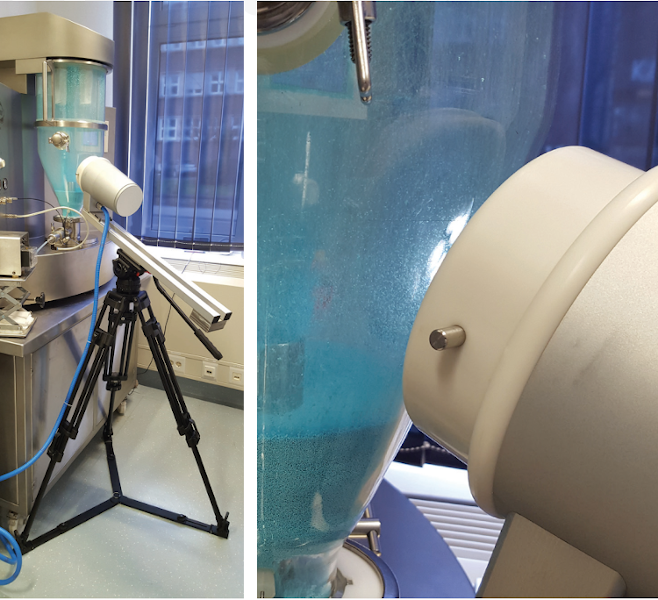
Imagen 1: Configuración de imágenes, equipos y materiales utilizados para el proceso de recubrimiento
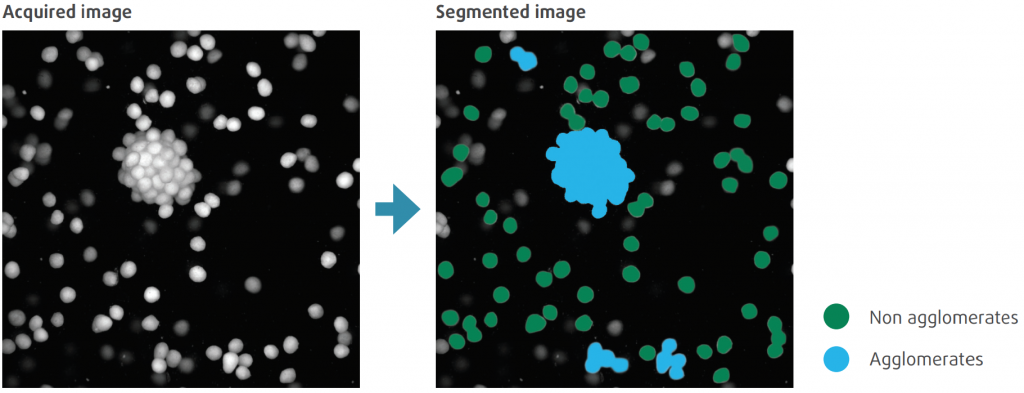
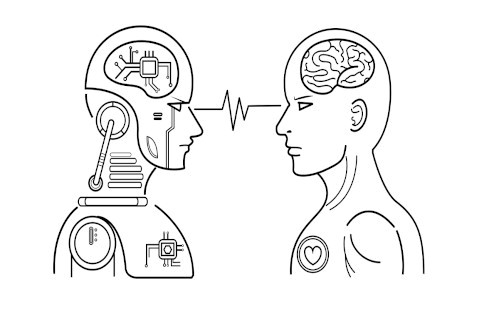
Imagen 2: El sistema de inspección visual utiliza algoritmos avanzados de visión por ordenador para detectar pellets individuales y aglomerados.
Determinación de la tasa de pulverización óptima